Modelo de colaboración propio para la Gestión Integral de la Innovación Tecnológica.
Desarrollo y aplicación de tecnologías de velocidad variable en rectificado

Siguiendo las necesidades y exigencias marcadas por sectores estratégicos y tractores como el sector eólico, aeronáutico, ferroviario, petroquímico, nuclear y automoción, la industria manufacturera europea está tendiendo hacia la fabricación de componentes con cada vez mayor valor añadido, mayores requisitos de precisión y fiabilidad, pero exigiendo al mismo tiempo elevadas productividades y eficiencia en los procesos de fabricación.
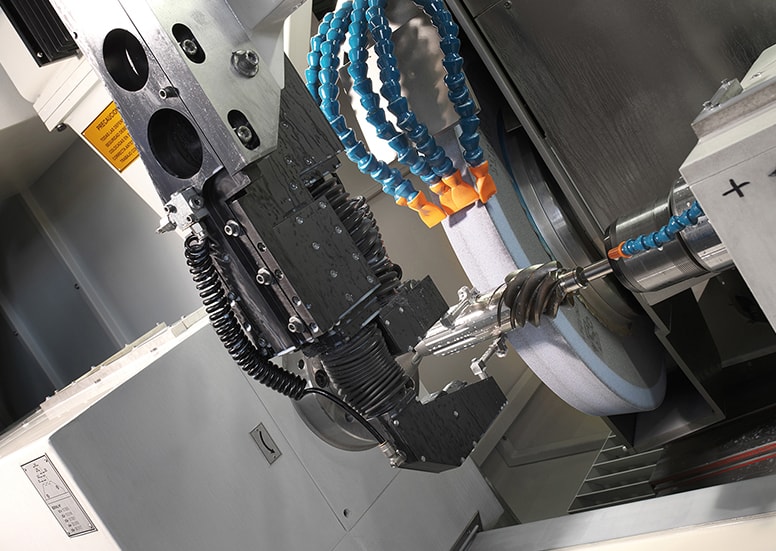
Uno de los principales procesos de fabricación que se emplean en piezas en las que tales requisitos de acabado superficial y exactitud dimensional son muy exigentes es el Rectificado. Dicho proceso es a su vez es una tecnología clave en procesos de acabado de materiales muy duros como para ser mecanizados mediante procesos de corte convencionales (torneado, fresado, taladrado...).
A pesar de su gran desarrollo y empleo generalizado, el rectificado es uno de los procesos de mecanizado más complejos. Debido a esta complejidad y las cada vez mayores exigencias de calidad y productividad, tanto los fabricantes de máquinas rectificadoras como los usuarios finales (fabricantes de piezas) viven "en el filo de la navaja", tratando día a día para mantener el equilibrio entre una alta productividad y alta calidad requerida en casi todos los procesos industriales
Las particularidades tecnológicas del rectificado introducen una complejidad adicional en el proceso productivo. La Máquina, pieza, muela, herramienta de diamantado y las características del sistema de refrigeración, así como un gran número de variables del proceso, interactúan e influyen en la cinemática de proceso y el fenómeno de arranque de material (mecánico-térmico) y de desgaste de muela (mecánico-térmico-tribo químico), determinando el resultado tecnológico (calidad) y producción alcanzables. La base de la complejidad de este proceso reside en el fundamento de arranque o interacción entre la herramienta y la pieza a través de un filo de corte geometría indefinida.
Como principal denominador común de la fabricación de componentes de sectores estratégicos y tractores como el sector eólico, aeronáutico, ferroviario, petroquímico, nuclear y automoción, se encuentran la fabricación de componentes con cada vez mayor valor añadido, mayores requisitos de precisión y fiabilidad, pero exigiendo al mismo tiempo elevadas productividades y eficiencia en los procesos de fabricación.
El proceso de fabricación para el que se abordan los desarrollos tecnológicos de este proyecto constituye a su vez uno de los principales procesos de fabricación que se emplean en piezas en las que tales requisitos de acabado superficial y exactitud dimensional son muy exigentes y donde se consiguen alcanzar elevadas productividades.
El presente proyecto plantea el desarrollo de una nueva generación de tecnologías y productos que permitirán dar un salto cualitativo y cuantitativo en el nivel de precisión, productividad y funcionalidad logradas en las etapas finales fabricación de componentes de todo tipo que se lleven a cabo a través de procesos de rectificado. Por lo tanto la alineación de las tecnologías a desarrollar y su campo de aplicación están totalmente alineados a incrementar la competitividad de la industria de fabricación metalmecánica nacional en todo tipo de y especialmente en sectores estratégicos de alto impacto (aeronáutico, eólico, ferrocarril, automoción, etc.)
Por otro lado las tecnologías a desarrolladas sin dudan constituirán un refuerzo importante del sector de fabricación de herramienta, debido a que las mismas proporcionarán un elevado valor añadido a las máquinas donde se implementarán las tecnologías.
De acuerdo a la problemática industrial detallada y las oportunidades de desarrollo ofrecidas por las líneas de científico-técnicas, el presente proyecto plantea el desarrollo de un software-hardware para la configuración automática de los ciclos de rectificado y diamantado en base a la variación continua de las velocidades que gobiernan el proceso.
Mediante esta tecnología se busca reducir los tiempos de ciclo (aumento de la productividad), ajustando los parámetros del proceso de forma continua y de manera óptima y mejorar la calidad final e integridad superficial de la pieza (aumento de precisión) según las tolerancias dimensionales, superficiales y metalúrgicas comentadas en el anterior apartado, evitando las inestabilidades y limitaciones propias del proceso de rectificado.

 |